Lode Nollet
Huvepharma.
The heat susceptibility of a phytase depends on its intrinsic heat stability. However many factors will have an impact during pelleting and these need to be considered when evaluating the heat stability of a phytase.

During pelleting, the feed mixture is heated in the conditioner by adding steam. Conditioning has several aims: it improves pellet quality, it reduces power consumption during compression in the die and it increases the hygienic status of the feed. Dry steam is injected at 1.5 to 2 bar and at 127°C to 134°C. The conditioning temperature may vary from 65°C to 90°C, and conditioning times vary from short (30 sec.) to extended (3 to 4 minutes). Afterwards, the conditioned feed is compressed in a die to form the pellet. The transfer of the mash feed through the die holes generates friction, which can potentially lead to an extra loss of phytase activity.
After die compression, the pellets are cooled (and dried) in a vertical counter current cooler. The final temperature should be around room temperature, and the moisture content should be below 13%.
Processing factors affecting enzyme recovery The following factors have been shown to significantly
affect the enzyme activity in the feed pellet. Conditioning temperature and time Enzyme inactivation increases with temperature and residence time in the conditioner. Adding enzymes in feed mills using a hygieniser or extended conditioning will result in rather low enzyme recovery.
Moisture content of the mash feed Dry heat has less effect than wet heat, thus low-quality steam (oversaturated steam containing water droplets) negatively impacts enzyme stability.
Diameter and length of the die Die friction will increase temperature at the pellet surface, so small pellets (2 mm) tend to have lower recovery than large (5 mm) pellets. The L/D ratio (length to diameter ratio) of a die is therefore an important parameter: the higher this value, the more friction heat and the less recovery is to be expected.
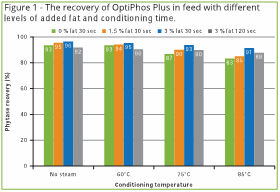
Feed composition Minerals and fibre negatively affect the die throughput as they increase friction. However an increase in free fat percentage results in higher through put as fat is a lubricant. A recent trial conducted at Ghent University in Belgium investigated the heat stability of an intrinsic heat stable phytase (OptiPhos plus) in a feed supplied with different levels of fat. The results showed that phytase recovery was 8% higher at 85°C when 3% fat was added, even at prolonged (120sec) conditioning time (Fig.1)
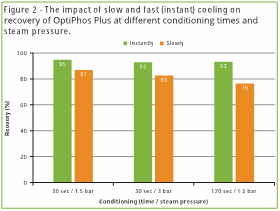
Speed of cooling down of the pellets Slow cooling causes a post-effect of the heat. A study conducted at Ghent University demonstrated that fast cooling of pellets increased recovery by 10% at 30 sec conditioning time & 3 bar stream pressure. This effect even reached 17% when a long conditioning time was applied (120 sec; Fig.2)
Conclusion
The recovery of phytase during pelleting depends on many factors. However, high intrinsic heat stability is the best guarantee for obtaining the highest level of recovery under all pelleting conditions at the feed mill.
To know more, please contact Huvepharma technical team
Huvepharma SEA (Pune) Pvt. Ltd.
42, ‘ Haridwar’, Road 2 A/B, Kalyani Nagar, Pune 411006
Customer Care Contact: +91 20 2665 4193
Email: salesindia@huvepharma.com Website: www.huvepharma.com