


Introduction
Optimizing and maintaining the correct moisture level is a critical challenge for the global animal feed industry, as it directly influences both economic viability and animal health. Typically, compound feed is formulated to contain a moisture level around 12%. However, during production, particularly in the summer months, a phenomenon known as shrinkage often occurs, leading to significant moisture loss. This moisture reduction is further intensified by elevated ambient temperatures, fluctuating relative humidity, and heat generated during processing operations such as grinding and pelleting (Feed Technology). These factors can reduce final moisture in finished feed to below 11%, especially under extreme climatic conditions ( Moritz et al., 2002; Abdollahi et al.,2013)
Such reductions in moisture content have several adverse implications:
- Economic Loss: Lower moisture content results in a direct reduction in saleable product weight, impacting overall profitability for feed manufacturers.
- Feed Quality Degradation: Reduced moisture negatively affects pellet durability, leading to increased brittleness, higher generation of fines, and reduced palatability for livestock. This is supported by findings from Hott et al. (2008).
An equally important consideration is the risk associated with improper moisture correction practices. Uncontrolled or excessive rehydration can increase water activity (aw), which reflects the availability of free water for microbial growth. When water activity exceeds critical thresholds (typically aw > 0.70), it creates favorable conditions for the growth of molds and the subsequent production of harmful mycotoxins, including aflatoxins and ochratoxins.
Therefore, maintaining an optimal balance between moisture content and water activity is essential to ensure feed safety, preserve nutritional quality, and sustain processing efficiency, particularly during challenging summer conditions.
The Dynamics of Moisture in Summer
1. Moisture Loss: A Dual-Threat Challenge in Feed Processing
The summer season presents a significant challenge to feed quality and mill efficiency due to accelerated moisture loss. This phenomenon is primarily driven by two key factors: environmental conditions and process-generated heat.
Environmental Evaporation: As ambient temperatures rise, the air’s capacity to retain moisture increases, creating a steep vapor pressure gradient. This results in a downward shift in the Equilibrium Moisture Content (EMC), the point at which the moisture content of raw materials stabilizes with the surrounding air. As a result, feed ingredients tend to lose moisture to the environment(y Sauer & Burroughs,1980).
Processing Heat Shrinkage: Natural moisture loss is further intensified during feed manufacturing due to heat generated in operations such as grinding and pelleting. Mechanical friction and conditioning temperatures, typically ranging between 80°C and 85°C, act as a “thermal exhaust,” driving additional moisture evaporation. Processing, especially the activities like grinding and pelleting can result in cumulative shrinkage losses of approximately 0.5% to 1.5% of total feed weight (Moritz et al., 2002; Abdollahi et al., 2013).
This loss is critical not only from an economic standpoint but also because it negatively impacts starch gelatinization, a key process that requires adequate moisture for efficient heat transfer during conditioning, ultimately affecting pellet quality and digestibility.
2. Moisture Content vs. Water Activity
While total moisture content (percentage of water by weight) is commonly monitored in feed production, water activity (aw) is a more critical parameter for assessing microbial safety.
- Water Activity (aw): A thermodynamic measure of the “free” or unbound water available to support microbial growth and metabolic activity (Labuza & Altunakar ,2020).
- Total Moisture: A quantitative measure of the total water present in the feed, regardless of its availability for microbial use.
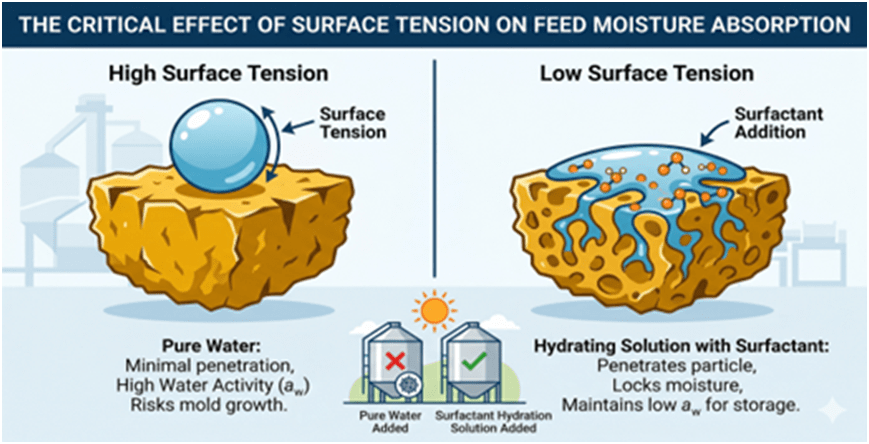
A major challenge arises during summer when water is added directly to compensate for moisture loss. In many cases, this added water does not penetrate deeply into feed particles but instead remains on the surface as “free water.” This localized accumulation significantly increases water activity, often pushing it beyond the critical threshold of aw > 0.70. At such levels, conditions become highly favorable for the growth of xerophilic molds such as Aspergillus and Penicillium. These fungi are known to produce harmful mycotoxins, including aflatoxins and ochratoxins, posing serious risks to animal health and feed safety (Magan and Aldred, 2007). In essence, improperly managed moisture addition can create a situation where water is readily available for microbial growth without being effectively bound within the feed matrix—thereby increasing contamination risks without improving true moisture stability.
The Synergistic Mechanism of Action
The effectiveness of a hydrating solution in feed processing lies in its ability to modify water behavior, ensuring deeper penetration, controlled moisture release, and microbial stability. A key factor is the reduction of water’s surface tension, which enhances its ability to move beyond the feed particle surface and into internal structures such as starch and protein matrices (Moritz et al., 2002).
| Component | Function in Moisture Optimization | Scientific Rationale |
| Surfactants (Polysorbates, Ethoxylated Castor Oil) | Reduce surface tension (≈72 mN/m to <30 mN/m) | Improve wetting ability, allowing water to penetrate internal capillary structures instead of remaining on the surface |
| Organic Acids (Propionic & Formic Acid) | Control mold growth and microbial activity | Lower pH and disrupt fungal metabolism, preventing spoilage even at higher moisture levels (Magan & Aldred, 2007) |
| Glycerol Esters | Stabilize acids and reduce volatility | Provide sustained antimicrobial action during storage and high-temperature processing (EFSA FEEDAP, 2024) |

Benefits of Optimized Moisture
Moisture optimization is a crucial, fundamental tool for enhancing physical, operational, and biological outcomes in the feed production chain, moving beyond simple weight recovery. Specifically, the strategic restoration of moisture during summer months provides measurable improvements throughout the entire process.
1. Improved Pellet Quality: Maintaining optimal moisture levels is essential for the efficient conversion of feed mash into high-quality pellets.
- Pellet Structure (Starch Gelatinization): Moisture is a key driver of starch gelatinization, a hydrothermal process where starch granules absorb water, swell, and form a binding matrix. Gelatinized starch acts as a natural “glue,” enhancing pellet integrity (Abdollahi et al.,2013)
- Quality and Durability: Proper moisture conditioning significantly improves the Pellet Durability Index (PDI). Maintaining moisture levels around 12.5–13. 0% reduces the generation of fines (dust and broken particles). Minimizing fines in pellet feed is critical, as these are often rejected by animals, leading to feed wastage and inconsistent nutrient intake (Moritz et al.,2002)
2. Operational Energy Efficiency and Throughput: Optimized moisture levels improve pellet mill performance by reducing mechanical resistance during processing.
- Reduced Friction: Adequately conditioned feed acts as a lubricant, lowering friction between the mash and die surfaces.
- Lower Amperage and Increased Throughput: Reduced friction decreases motor load (amperage), improving operational efficiency. Proper moisture optimization can simultaneously increase production throughput (tons/hour) and can reduce energy consumption per ton ( Hott et al.,2008).
This dual benefit is particularly valuable during summer, when energy costs and processing challenges are elevated.
3. Enhanced Animal Performance and Feed Conversion (FCR) : Feed physical quality directly impacts animal intake behavior and nutrient utilization.
- Improved Palatability and Intake: Animals, especially poultry and swine, prefer pellets with uniform texture and minimal dust. Moisture-optimized feed reduces fines, preventing respiratory irritation in birds and improving voluntary feed intake.
- Better Feed Conversion Ratio (FCR): Studies by Moritz et al. (2002) indicate that Animals when fed durable, high-quality pellets exhibit improved FCR (Moritz et al.2002.. Strong pellets ensure consistent nutrient delivery, preventing selective feeding where animals consume larger particles and leave behind nutrient-rich fines.
Conclusion
Optimizing feed moisture during summer is not just about recovering shrinkage—it requires a scientific approach integrating material science, microbial control, and process efficiency. High temperatures and processing heat can reduce moisture below 11%, impacting feed quality and yield (Moritz et al.; Abdollahi et al.). Simply adding water is ineffective, as it remains as “free water,” increasing water activity (aw) and promoting mold growth. The modern approach combines surfactants for better moisture penetration with organic acids (e.g., propionic acid) for microbial stability (Hott et al.). This integrated strategy ensures improved feed quality, safety, and processing efficiency, even under extreme summer conditions.

References:
Will be provided on request